

近日從位于江西省宜春市袁州經濟開發區,宜春市秀江紙業有限公司新紙機項目的設備調試現場傳來好消息,投資1個多億,以“城市礦山”廢紙作為瓦楞紙生產的原料,由四川高達科技有限公司為該項目設備提供了紙機傳動系統、MCC系統、DCS控制系統、QCS系統等全流程電氣自動化控制系統。
至2023年4月3日開機對設備進行整體總調試以來,在各方的共同配合下,該項目試運行生產設備產能已達到設計能力的85%左右。

(江西省宜春市秀江紙業有限公司及投資新建的新紙機項目設備)
高達科技公司根據宜春秀江新紙機項目工藝流程,結合線體各設備廠家的儀器儀表、開關(含蒸汽、壓縮空氣)閥門、液位、壓力表、流量計、控制柜、傳動軸、變壓器等等設備參數,經過對項目進行系統性的仔細分析后,制定了電氣傳動控制系統、DCS控制系統系統、MCC控制系統系統、QCS控制系統的整套設備全集成自動化控制系統性方案。
(一)宜春秀江新紙機項目大致工藝流程(該項目工藝分紙漿前端部分生產工藝和紙漿后端部分生產工藝)。
◆ 紙漿前端部分生產工藝:經過廢紙板送入、鏈板機、轉鼓碎漿機、高濃除砂器、粗篩、低濃除砂器、精篩、斜篩、漿池、漿塔、成漿池等制造工藝流程。

(紙漿前端傳送線、水塔、成漿塔等部分設備)
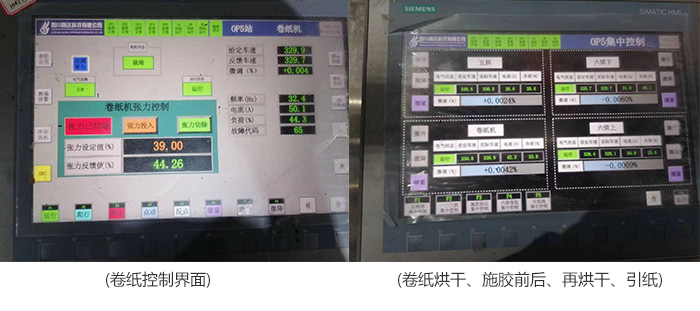
◆ 紙漿后端部分生產工藝:經過成漿池、抄前池、沖漿泵、網前篩、流漿箱、網部脫水(水退、低真空、高真空)、壓榨部(一壓、二壓)、前烘干燥(一二組單掛、三四組雙掛)、施膠機、后烘干燥(五組單掛、六組雙掛)卷紙、復卷等制造工藝流程。

(紙漿后端到卷紙線體等部分設備)
(二)高達科技為該項目設備自動化控制系統解決方案:
(A)傳動系統(注:主要是對成漿池到生產線體上的輥壓、烘干、施膠等設備的多電機傳動控制)
◆ 傳動系統過程控制
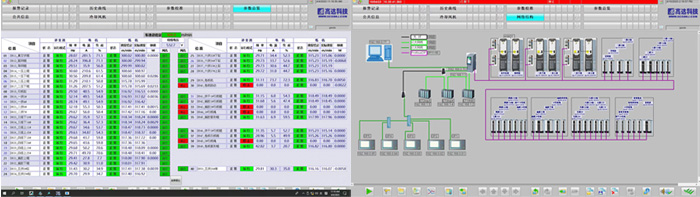
(傳動軸傳動控制參數和傳動系統網絡結構控制圖)
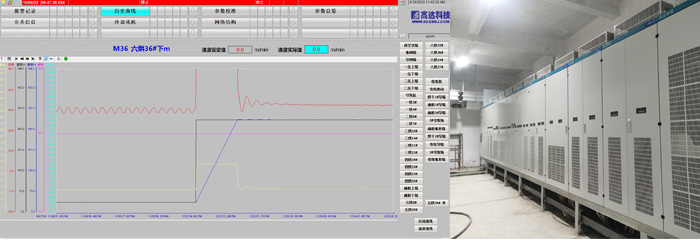
(傳動系統開機曲線和傳動系統控制柜組件)
◆ 高達公司在該項目上傳動系統控制柜

(高達公司傳動系統控制柜內部件)
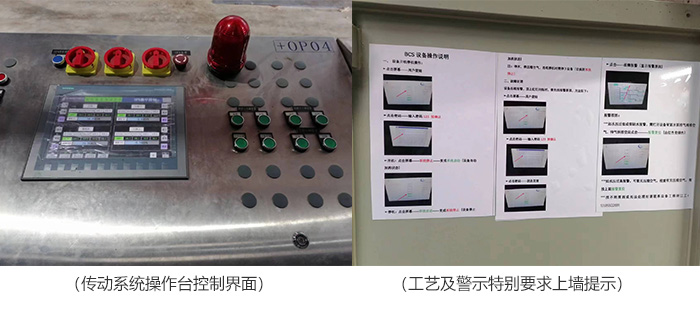
◆ 傳動點設備及控制開關、操作臺

(造紙線體網部傳動和控制傳動儀表開關柜(臺))

(正在安裝、調試傳動系統現場)
◆ 傳動控制系統特點:
該項目為降低系統成本,采用了國產直流傳動系統+高達基本整流單元的傳動系統性組合,在保證系統控制精度的前提下,優化了控制過程、進行了系統升級。
(B)MCC系統(低壓配電系統)(該段是對制漿、流送、真空、上漿等電機的集中控制,對電動機由一個或多個壓開關設備,以及與之相關的控制、測量、信號、保護、調節等設備來實現對該段動力系統的控制)。
高達公司通過負責設備內部電氣和機械之間的控制系統連接,將結構部件完整地組裝在一起形成的一種組合體,從而實現電機的遠程和本地起動、上位機遠程起動、實現設備的運行狀態監控(有電壓、電流顯示和故障、運行、工作狀態等保護和指示燈顯示狀態)。
◆ 傳動分段式電動機操作臺

(現場電動部分的操作控制臺(柜)及顯示屏)

(高達公司MCC系統控制柜部分)
◆ 該MCC系統控制配置說明:
變頻器全部按照重載配置;直接啟動回路選,用電動機保護斷路器,減少維護工作量和故障率;進線斷路器選用ABB品牌的Emax系列產品,結構緊湊易于維護;低壓器件選用正泰產品,具有較高的備件互換性。
◆ 該電氣控制柜工廠測試(FAT):
高達公司根據 GB 標準對生產的電氣控制柜進行出廠前的檢查和試驗(試驗項目:測量低壓電器連同所連接電纜及二次回路的絕緣電阻,主回路的工頻耐壓試驗;控制回路和輔助回路的工頻耐壓試驗),同時提交書面報告和提供所有試驗項目的合格證書(包括檢驗結果)。
該項目建立分段式MCC控制中心,實現多地控制,并可以遠程控制及遠程監控。
(C)QCS系統(包含如下部分系統):
◆ 定量水分控制系統(QCS)
在該項目造紙的線體上,高達科技傳感器通過與稀釋水閥的連鎖控制紙張的橫幅定量;通過與上漿系統連鎖控制紙張的縱向定量,通過與干燥系統的連鎖,控制紙張的縱向水分等,從而實現對該瓦楞紙生產的質量的控制。從而達到綠色QCS安全和環保。
◆ 采用國內首創非放射源式在限定量水分檢測系統
水分檢測范圍:1-20%;定量測量范圍:10-200g/m2;水分動態精度:2σ≤±0.1%(固定紙樣,掃描運動);定量動態精度:2σ≤±0.2g/m2(固定紙樣,掃描運動)

(在紙機生產線上的高達紙張水分檢測智能O型掃描架設備)
◆ GDWIS表面缺陷檢測系統
該系統采用先進的在線檢測識別、成像及數據處理技術,可在線檢測到生產的瓦楞紙表面包括塵埃、刮痕、油滴、黑點、孔洞、折疊等缺陷。
該GDWIS表面缺陷檢測系統主要由線陣CCD高速攝像機、工業攝像鏡頭,高速數字圖像預處理、高亮LED光源、檢測機架、色標機(可選)和計算機圖像工作站組成。該系統實時集成了表面缺陷檢測、圖像顯示、報警、質量報告、表面缺陷剔除、設備故障診斷等功能。
◆ 智能定刀式紙漿濃度傳感器 (GDRC-1000)
◆ 測量范圍:1-6%;靈敏度:±0.005%;測量精度:±0.006%
◆ 紙漿流速:0-5m/s;工作壓力:1MPa(常溫);
◆ 介質溫度:0-150°C
◆ 環境溫度:傳感器0-60°C,電子顯示單元0-50°C
◆ 電源:AC220V,50Hz,100W;
◆ 信號輸出:4-20Ma,負載0-750Ω,數字信號輸出:Rs-422
(D)DCS系統(過程控制):
根據該項目生產工藝特點,將儀器儀表、蒸汽及壓力、液位設備、開關等分布式再進行集中式---DCS系統控制,以及還需對傳動系統(傳動軸等)、MCC系統、QCS系統等進行系統集成。
◆ 控制設備過程系統圖
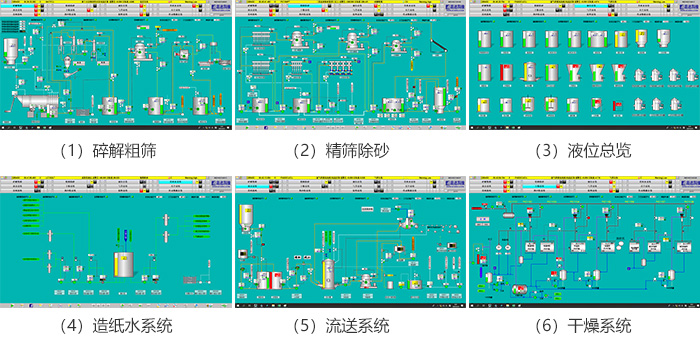
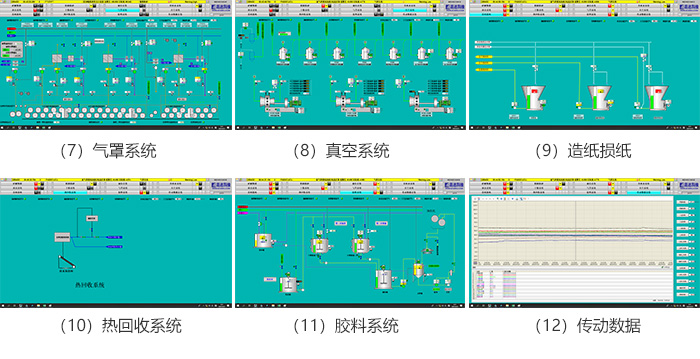
◆DCS系統結構圖:
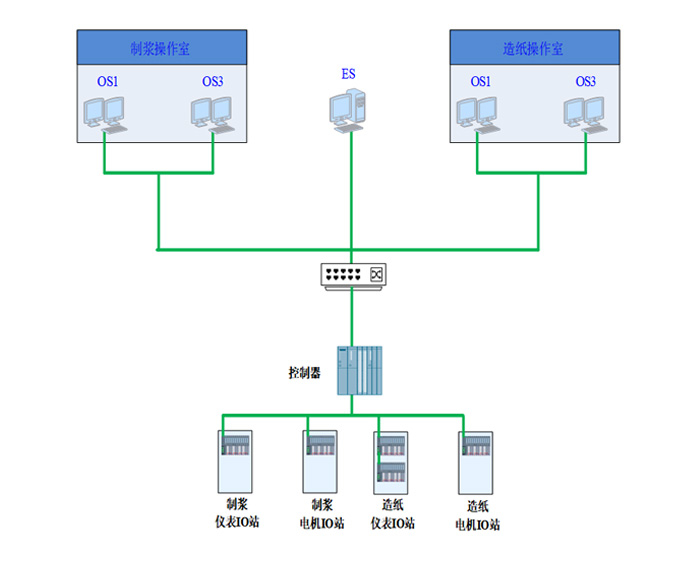
◆ 分布式站:
智能分布式元件可用于現場連接。I / O 能通過 PROFINET總線接到自動化系統,不論是在中央控制室、遙控開關房、還是直接在現場的設計具有很大的靈活性。
◆ IO機柜配置
控制柜中主要配置遠程IO站及安裝板、直流電源、配套電氣設備、繼電器、隔離器及端子等,所有外部接線均在柜內端子完成,繼電器及對應IO模塊和端子都在同一IO柜內。
控制柜根據現場儀表及MCC分布情況進行分散性布置,所有機柜就近原則進行分布。

(圖為IO模塊控制機柜)
此外生產過程還輔以采用高達公司如下系統及設備:
◆ 蒸汽( 熱泵 )及冷凝水回收控制系統
為節能用計算機提供多段通氣或熱泵(固定式、可調式)綜合應用技術來解決造紙機干燥,從而達到造紙產量相對提高10~15%;蒸汽單耗減低10~20%;紙機傳動電流負荷大幅度降低;烘缸曲線控制合理,產品質量改善;而達到生產線運行可靠。
◆ 智能IO模塊(WISDIG)
采用IO模塊(基于IEC61131-2標準開發)采集現場(0-10V、4-20mA)控制設備模擬信號(0-10V、4-20mA),對氣動閥控制、變頻調速控制、其他線性模擬控制等場景。與AI模塊、DI模塊、DO模塊、ProfiNet網絡模塊組合應用,構成分布式從站,實現工業自動化系統的儀器、儀表、設備的信號采集與控制輸出。

(高達公司IO模塊將紙機生產線儀器儀表閥門以及控制柜等進行聯動的部分場景)

(高達公司生產的IO模塊在該項目上的應用)
綜合上面高達公司負責該項目的全流程控制,系統設備供貨集成及調試歸納在該項目上有如下特點:
◆ DCS控制系統:雙網段、全流程控制系統(內部控制網絡與外部網絡硬件隔離,提升系統的抗干擾能力及系統的網絡容量)
◆ MCC控制系統:分段式MCC控制中心、實現多地控制、遠程控制及遠程監控。
◆ 對各儀器儀表、蒸汽、壓力容器及開關、電動機、液位、傳動軸、動力電源、質量檢測等由DCS系統、傳動系統、QCS檢測系統、MCC動力控制系等有手動控制,或PC顯示屏控制顯示“報警(紅)警告(黃)、故障(黑)、操作記錄(紫紅)、運行記錄(天藍)等顯示;實現了電動機軟啟動、輸入端的斷路器保護、危險操作手冊和數值參考值范圍等多重危險識別等手段來遠離危險源等串在一起的“綜合聯動控制系統”。
高達科技深厚的技術背景、嚴格的生產質量軍工標準要求定制,以及與世界知名等企業合作的行業經驗。


(E)尾聲:
當秀江新紙機項目試運行生產出高質量的瓦楞紙成品時,參與所有設備廠家以及調試的人員都抑制不住興奮。
當我們讓秀江紙業公司胡友平董事長讓他談談對高達科技該項目的看法時,胡總的臉上洋溢出自豪和感動地說;“該項目上,第一我要感謝高達公司在該項目上,采用了EPC融資模式為我們減輕緩解了資金壓力,幫了我們大忙!第二在該項目選擇設備自動化控制系統廠家上,我們經過對國內外設備控制系統廠家造紙工程案例及對比;翻閱了高達與世界著名西門子公司合作和VIP自動化系統解決授權文件,并對高達公司進行了詳細考察后,我們最終確定由高達公司來承攬該項目設備自動化控制系統的施工。
從目前平穩的試運行階段來看我們感到滿意,我們期望高達公司在該領域努力抓細節、再下功夫,為國產企業創出一條創新路來!”。
(秀江紙業董事長胡友平(左))
在該項目上高達科技采用了SIMATIC PCS 7的控制系統和全集成自動化? (TIA)技術標準,實現了從輸入分配、產品主要生產過程以及次要(二級)生產過程,甚至到輸出分配都在一個平臺上提供了統一的自動化技術。
正是由于高達公司專注于工業自動化系統控制研發三十多年的辛勤耕耘,才換來在該項目上集眾多的研發成果應用于一身,將該項目造紙生產線體上的設備一起聯動,“指揮”組成一首制造生產環保、高質量瓦楞紙的優美“交響樂章”!

 四川省綿陽市游仙區中綿路(高達科技)
四川省綿陽市游仙區中綿路(高達科技)